组 成 无极富锌底漆甲组份是由醇溶性无机树脂、锌粉、乙醇、防锈助剂等组成,乙组份是固化剂。
性 能
|
|
|
|
高锌含量 环氧富锌底漆采用优质锌粉生产,锌粉含量高,可有效保护底材,极大的增强防腐特性 |
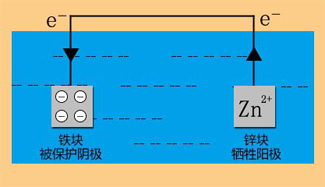
阴极保护作用 较高含量的锌粉具有阴极保护作用,起到电化学防腐功能,同时生成的锌盐具有良好的屏蔽缓蚀作用 |
|
|
|
|
可焊接性 带涂层进行焊接操作,不影响焊接的质量,而且涂层不会因切割或焊接受到损伤 |
耐高温性 可长期耐热400℃,漆膜不起泡不开裂 |
无机富锌底漆具有优异的乃化工大气、耐溶剂(汽油、煤油、机油)、耐潮湿耐候性能。且无机富锌底漆可以长期耐热400℃,具有阴极保护作用,是一种长效型防腐防锈漆。
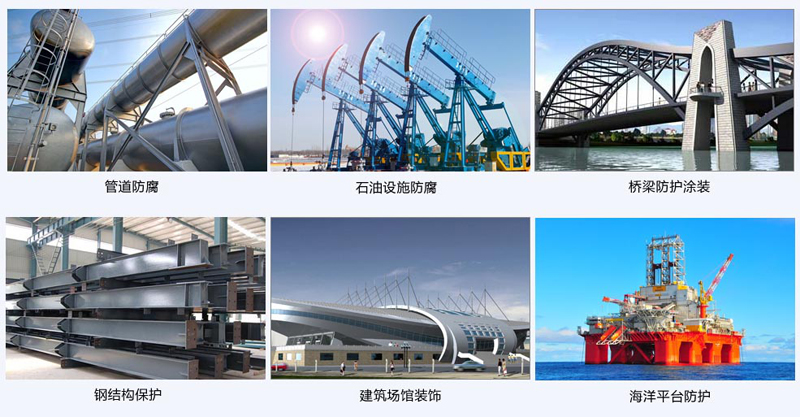
用 途 无机富锌底漆主要用于大气环境下的钢铁构件防腐蚀,也适用于容器罐内、保温层下的钢铁构件防腐蚀。如建筑钢结构、油舱、溶剂舱、压载水舱、油罐、海洋平台、烟囱、保温管道、蒸汽管道等。
产品规格
混合比例:甲组份:乙组份=4:1
技术参数
|
序号 |
项目 |
技术指标 |
|
1 |
容器中状态 |
搅拌均匀后无硬块,呈均匀状态;粉料呈微小均匀粉末状态 |
|
2 |
不挥发份中的金属锌含量,% |
≥80 |
|
3 |
耐热性,℃ |
400℃,漆膜完整,允许变色 |
|
4 |
不挥发份含量,% |
≥70 |
|
5 |
干燥时间,表干,h |
≤0.5 |
|
6 |
干燥时间,实干,h |
≤8 |
|
7 |
附着力,拉开法,MPa |
≥3 |
|
8 |
耐冲击强度(kg·cm) |
20 |
|
12 |
涂膜硬度 |
1H |
|
13 |
焊接试验 |
涂料对焊接无影响, |
|
14 |
柔韧性(mm) |
2 |
施工方法
1、基材处理
被涂金属表面必须彻底清除油污、氧化皮、铁锈、旧涂层等,可采用抛丸或喷砂方法,达到瑞典除锈标准Sa2.5级,粗糙度达到30-70μm,也可采用手工除锈方法,达到瑞典除锈标准St3级,粗糙度达到30-70μm。
2、混合
按重量配比(以产品包装上的标示为准)
混合时,应持续搅拌主剂的情况下,缓缓倒入固化剂,使其充分搅拌均匀。
混合好的涂料熟化(23±2℃)30min后,用60-80目筛网过滤,并倒入另一只容器中备用。
混合后的涂料有效期3小时,请根据施工进度安排使用。
3、施工条件
喷涂作业应在基体处理后尽快进行,一般不应超过6小时。基体表面温度和环境温度一般不低于10℃,表面温度至少应高于露点5℃以上,空气相对湿度不超过75%。
4、涂装方法
本涂料可以使用刷涂、无气喷涂和空气辅助喷涂方法施工。
5、稀释
一般情况下涂料需要使用配套稀释剂来调节粘度和清洗工具。
6、涂装间隔
单组份油漆烘干后即可进行后道涂装。双组份油漆建议涂装间隔时间如下:
|
底材温度 |
5℃ |
20℃ |
30℃ |
|
^短 |
72h |
48h |
36h |
|
^长 |
无限制 |
||

 全国免费服务热线:0519-88601697
全国免费服务热线:0519-88601697 产品中心
products
产品中心
products